What is Industry 4.0?
Industry 4.0, which is synonymous with smart manufacturing, is the realization of the digital transformation of the field, delivering real-time decision making, enhanced productivity, flexibility and agility to revolutionize the way companies manufacture, improve and distribute their products.
How Industry 4.0 technologies are changing manufacturing
Manufacturers are integrating new technologies, including Internet of Things (IoT), cloud computing and analytics, and AI and machine learning into their production facilities and throughout their operations.
Smart factories are equipped with advanced sensors, embedded software and robotics that collect and analyze data and allow for better decision making. Even higher value is created when data from production operations is combined with operational data from ERP, supply chain, customer service and other enterprise systems to create whole new levels of visibility and insight from previously siloed information.
These digital technologies lead to increased automation, predictive maintenance, self-optimization of process improvements and, above all, a new level of efficiencies and responsiveness to customers not previously possible.
An IBM Institute for Business Values study found that smart manufacturing can facilitate improvement in production defect detection by as much as 50 percent and improvement in yields by 20 percent.
Developing smart factories provides an incredible opportunity for the manufacturing industry to enter the fourth industrial revolution. Analyzing the large amounts of big data collected from sensors on the factory floor ensures real-time visibility of manufacturing assets and can provide tools for performing predictive maintenance in order to minimize equipment downtime.
Using high-tech IoT devices in smart factories lead to higher productivity and improved quality. Replacing manual inspection business models with AI-powered visual insights reduces manufacturing errors and saves money and time. With minimal investment, quality control personnel can set up a smartphone connected to the cloud to monitor manufacturing processes from anywhere. By applying machine learning algorithms, manufacturers can detect errors immediately, rather than at later stages when repair work is more expensive.
Industry 4.0 concepts and technologies can be applied across all types of industrial companies, including discrete and process manufacturing, as well as oil and gas, mining and other industrial segments.
From steam to sensor: historical context for Industry 4.0
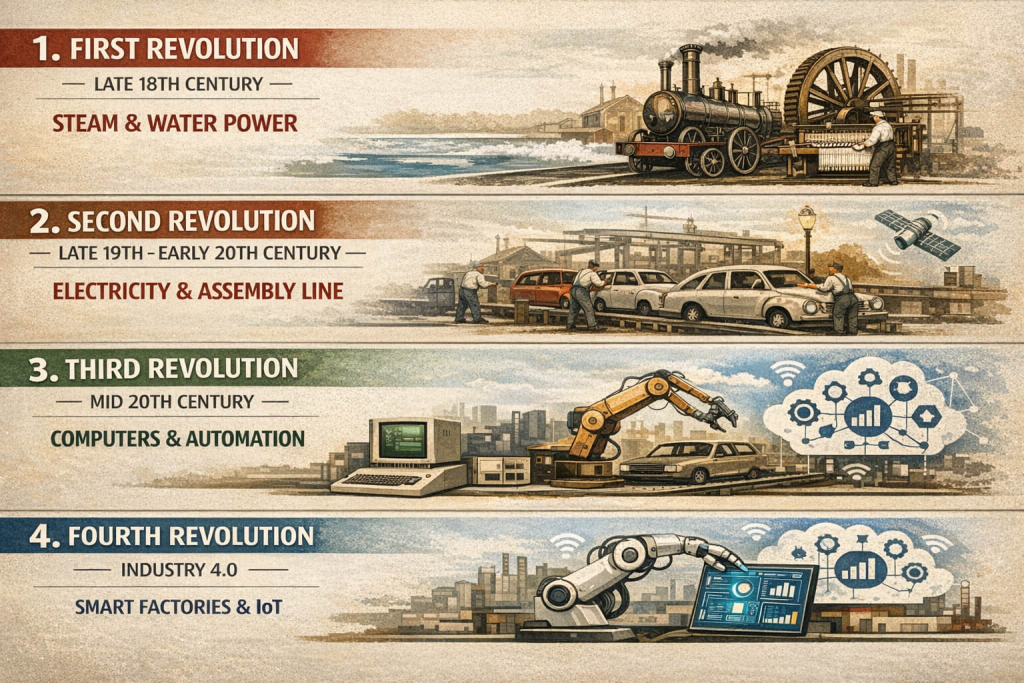
First industrial revolution
Starting in the late 18th century in Britain, the first industrial revolution helped enable mass production by using water and steam power instead of purely human and animal power. Finished goods were built with machines rather than painstakingly produced by hand.
Second industrial revolution
A century later, the second industrial revolution introduced assembly lines and the use of oil, gas and electric power. These new power sources, along with more advanced communications via telephone and telegraph, brought mass production and some degree of automation to manufacturing processes.
Third industrial revolution
The third industrial revolution, which began in the middle of the 20th century, added computers, advanced telecommunications and data analysis to manufacturing processes. The digitization of factories began by embedding programmable logic controllers (PLCs) into machinery to help automate some processes and collect and share data.
Fourth industrial revolution
We are now in the fourth industrial revolution, also referred to as Industry 4.0. Characterized by increasing automation and the employment of smart machines and smart factories, informed data helps to produce goods more efficiently and productively across the value chain. Flexibility is improved so that manufacturers can better meet customer demands using mass customization—ultimately seeking to achieve efficiency with, in many cases, a lot size of one. By collecting more data from the factory floor and combining that with other enterprise operational data, a smart factory can achieve information transparency and better decisions.
What technologies are driving Industry 4.0?
• Internet of Things
The IoT is a key component of smart factories. Machines on the factory floor are equipped with sensors that feature an IP address that allows the machines to connect with other web-enabled devices. This mechanization and connectivity make it possible for large amounts of valuable data to be collected, analyzed and exchanged.
• Cloud computing
Cloud computing is a cornerstone of any Industry 4.0 strategy. Full realization of smart manufacturing demands connectivity and integration of engineering, supply chain, production, sales and distribution as well as service. Cloud helps make that possible. In addition, the typically large amount of data being stored and analyzed can be processed more efficiently and cost-effectively with cloud. Cloud computing can also reduce startup costs for small- and medium-sized manufacturers who can right-size their needs and scale as their business grows.
• AI and machine learning
AI and machine learning allow manufacturing companies to take full advantage of the volume of information generated not just on the factory floor, but across their business units, and even from partners and third-party sources. AI and machine learning can create insights providing visibility, predictability and automation of operations and business processes. For instance, industrial machines are prone to breaking down during the production process. Using data collected from these assets can help businesses perform predictive maintenance based on machine learning algorithms, resulting in more uptime and higher efficiency.
• Edge computing
The demands of real-time production operations mean that some data analysis must be done at the “edge”—that is, where the data is created. This minimizes the latency time from when data is produced to when a response is required. For instance, the detection of a safety or quality issue might require near-real-time action with the equipment. The time needed to send data to the enterprise cloud and then back to the factory floor may be too lengthy and depends on the reliability of the network. Using edge computing also means that data stays near its source, reducing security risks.
• Cybersecurity
Manufacturing companies have not always considered the importance of cybersecurity or cyber-physical systems. However, the same connectivity of operational equipment in the factory or field (OT) that enables more efficient manufacturing processes also exposes new entry paths for malicious attacks and malware. When undergoing a digital transformation to Industry 4.0, it is essential to consider a cybersecurity approach that encompasses IT and OT equipment.
• Digital twin
The digital transformation offered by Industry 4.0 has allowed manufacturers to create digital twins that are virtual replicas of processes, production lines, factories and supply chains. A digital twin is created by pulling data from IoT sensors, devices, PLCs and other objects connected to the internet. Manufacturers can use digital twins to help increase productivity, improve workflows and design new products. By simulating a production process, for example, manufacturers can test changes to the process to find ways to minimize downtime or improve capacity.
Characteristics of a smart factory

• Data analysis for optimal decision making
Embedded sensors and interconnected machinery produce a significant amount of big data for manufacturing companies. Data analytics can help manufacturers investigate historical trends, identify patterns and make better decisions. Smart factories can also use data from other parts of the organization and their extended ecosystem of suppliers and distributors to create deeper insights. By looking at data from human resources, sales or warehousing, manufacturers can make production decisions based on sales margins and personnel. A complete digital representation of operations can be created as a “digital twin”.
• IT-OT integration
The smart factory’s network architecture depends on interconnectivity. Real-time data collected from sensors, devices and machines on the factory floor can be consumed and used immediately by other factory assets, as well as shared across other components in the enterprise software stack, including enterprise resource planning (ERP) and other business management software.
• Custom manufacturing
Smart factories can produce customized goods that meet individual customers’ needs more cost-effectively. In fact, in many industry segments, manufacturers aspire to achieve a “lot size of one” in an economical way. By using advanced simulation software applications, new materials and technologies such as 3-D printing, manufacturers can easily create small batches of specialized items for particular customers. Whereas the first industrial revolution was about mass production, Industry 4.0 is about mass customization.
• Supply chain
Industrial operations are dependent on a transparent, efficient supply chain, which must be integrated with production operations as part of a robust Industry 4.0 strategy. This transforms the way manufacturers resource their raw materials and deliver their finished products. By sharing some production data with suppliers, manufacturers can better schedule deliveries. For example, if an assembly line is experiencing a disruption, deliveries can be rerouted or delayed in order to reduce wasted time or cost. Also, by studying weather, transportation partner and retailer data, companies can use predictive shipping to send finished goods at just the right time to meet consumer demand. Blockchain is emerging as a key technology to enable transparency in supply chains.
• Industry 4.0 and hybrid multicloud IT architecture
Building a hybrid multicloud IT infrastructure is a key component in digital transformation for manufacturers seeking to take advantage of Industry 4.0. Hybrid multicloud is when a company has two or more public and private clouds to manage their computing workloads. This gives them the ability to optimize their workloads across all their clouds, as some environments are better suited to or more cost-effective for certain workloads. Manufacturers looking for digital transformation and a secure, open environment can move their existing workloads from their on-premises location to the best possible cloud environment.
Envisioning the Future Power of AI in Manufacturing
While these very real applications of AI in manufacturing exist today, the future is even more promising. The market is projected to reach $16.3 billion by 2027, having registered a compound annual growth rate (CAGR) of 47.9% during the forecast period.
In his TED Talk on the topic, Olivier Scalabre, a senior partner at Boston Consulting Group and an industrial goods expert, calls this growth “the next manufacturing revolution.”5 He adds, “The most exciting part…is about producing better, smarter products. It’s about scale customization. Imagine a world where you can buy the exact products you want, with the functionalities you need, with the design you want, with the same cost and lead time as a product that’s been mass produced, like your car, or your clothes, or your cell phone.”
While the promise of this future is exciting, it raises some crucial questions: How will lives be changed as a result of these transformations? Who will lose their jobs? How will we replace these jobs and how will we educate the workforce? Will things really cost less? Or more? Below, we explore some answers.
Where Will Goods Be Produced?
One of the most impactful consequences of this sea change in how consumer goods are manufactured will be where they are produced. The distance between where things are made and where consumers are located is shrinking: The shift to smaller production bases, argues Scalabre, will make “consumer proximity the new norm,” thereby completely upending the outsourcing model that so many countries with advanced economies have relied on over the past 30 years.
How Will Labor Be Transformed?
In a perfect world, AI will bring to fruition a sort of happy collaboration between technology and humans; a world where numerous new jobs are created with humans overseeing machines in a way that not only pays more, but also eliminates difficult, labor-intensive, and often dangerous tasks.
In reality, however, while some jobs will be turned into better, more sophisticated ones, AI could also potentially eliminate other jobs, especially those currently held by some of the most vulnerable members of the population. An 2019 Oxford Economics study found that for every robot, 1.6 human-held jobs disappear; by 2030, the use of robots could eliminate as many as 20 million manufacturing jobs worldwide.
How Can We Balance Innovation and Humanity?
This raises questions regarding workforce education, income inequality, and even the possibility of a universal basic income—all topics that affect even prosperous nations such as the U.S., but affect, even more critically, those who live and work in emerging and developing economies.
What aspiring and established technology business leaders must now think about is how to balance the very real, inarguable need for innovation in the manufacturing space with growth that is also humanly ethical and sustainable in the long term.